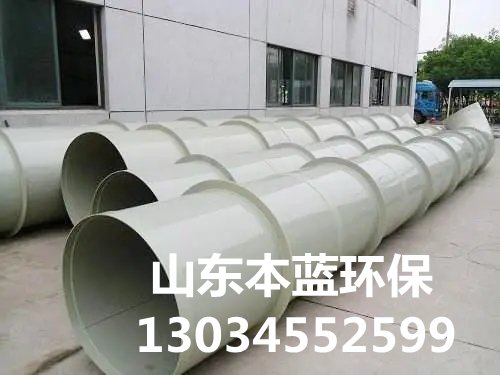
抗靜電通風(fēng)管
抗靜電通風(fēng)管

本藍(lán)環(huán)保銷售經(jīng)理
分析對(duì)防靜電pp板的尺寸有要求嗎2025-01-20
廠家為您分享防靜電pp板模式是怎2025-01-20
解讀pp阻燃風(fēng)管市場(chǎng)價(jià)格怎么樣2025-01-09
講解pp阻燃風(fēng)管的當(dāng)前情況是什么2025-01-09
廠家為您分享pp阻燃風(fēng)管結(jié)構(gòu)特點(diǎn)2025-01-09
PP阻燃風(fēng)管方向伸縮節(jié):生產(chǎn)廠家2025-01-09
防靜電PP管:防水防垢的長(zhǎng)久守護(hù)2024-12-19
抗靜電防爆風(fēng)管在清潔工程中的應(yīng)2024-12-13
防靜電PP板專業(yè)材料及制作工藝保2024-12-06
防靜電PP板特點(diǎn)有哪些?2024-07-11
靜電作用對(duì)防靜電PP管加工和使用2024-06-27
pp方管有哪些主要特征呢2024-03-27
PRODUCT CENTER
NEWS
PRODUCTS
CONTACT US
手 機(jī): 13034552599
電 話:0530-8508508
傳 真:0530-8587555
主 營(yíng):PP管,PPS板材,PP管件
地 址:山東省巨野縣中小企業(yè)孵化園






 聯(lián)系廠家
聯(lián)系廠家 銷售熱線
銷售熱線 返回頂部
返回頂部